 русский
русский
 English
English Español
Español عربى
عربى Deutsch
Deutsch
Дом / Новости / Новости отрасли / Мысли о структурном проектировании форм для литья в песчаные формы с покрытием
Мысли о структурном проектировании форм для литья в песчаные формы с покрытием
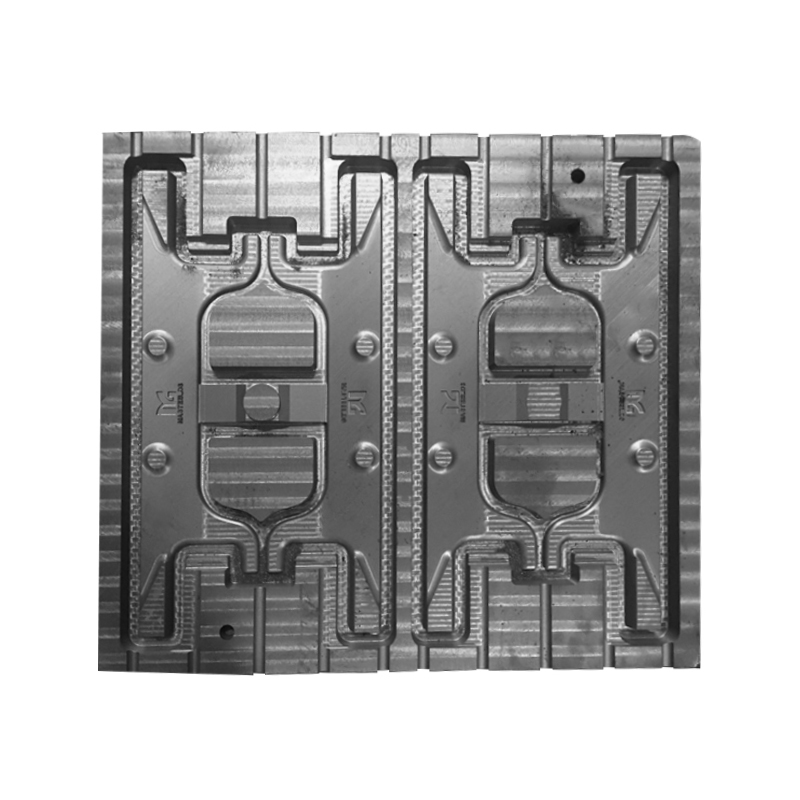
Новости отрасли-02 Jan, 2026Формы для литья в песок с покрытием , часто связанные с формованием оболочки и песчано-покрытыми процессами, широко используются в производстве металлических деталей, требующих контролируемого качества поверхности и постоянства размеров. По сравнению с обычными формами из сырого песка, в формах из песка с покрытием используется песок, связанный смолой, что позволяет сформировать более прочную и стабильную структуру формы. Эта разница предъявляет более высокие требования к конструктивному проектированию. Разумная конструкция помогает обеспечить плавное заполнение, стабильное затвердевание, удобную сборку формы и надежное качество отливки. В следующем обсуждении представлены несколько ключевых мыслей о структурном проектировании форм для литья из песка с покрытием с разных точек зрения.
Общая структура пресс-формы и конструкция разъемов
Общая конструкция формы для литья в песок с покрытием должна планироваться с четким пониманием геометрии, веса и функциональных требований отливки. В отличие от форм из рыхлого сырого песка, в формах из песка с покрытием часто используются предварительно сформированные оболочки или жесткие половины формы. Это означает, что структурная схема должна быть тщательно определена на этапе проектирования.
Одним из соображений является выбор линии пробора. Разделяющую поверхность следует размещать там, где это позволяет:
- Плавное разделение половин формы без повреждения поверхности полости.
- Удобное расположение ядер.
- Простое удаление отливки после затвердевания.
- Снижение потребности в сложных боковых сердечниках или ползунах
Толщина песчаной оболочки с покрытием также влияет на общую структуру. Если оболочка слишком тонкая, ей может не хватить прочности, чтобы противостоять давлению металла во время заливки. Если он слишком толстый, увеличивается расход материала и рассеивание тепла может стать неравномерным. Конструкторы часто выбирают толщину оболочки в зависимости от размера отливки, толщины стенок и температуры заливки.
Кроме того, несущая конструкция, окружающая оболочку, например, песчаная основа или внешние рамы, должна быть спроектирована так, чтобы равномерно распределять давление металла. Это помогает предотвратить локальную деформацию, растрескивание оболочки или смещение формы во время заливки.
Литниковая система и контроль потока металла
Литниковая система играет центральную роль в конструкции форм для литья в песчаные формы с покрытием. Из-за относительно высокой прочности и гладкой поверхности песка, покрытого смолой, поведение течения расплава отличается от такового в сырых песчаных формах. Литниковая система должна быть спроектирована таким образом, чтобы плавно направлять расплавленный металл в полость, ограничивая при этом турбулентность.
Обычно рассматриваются несколько структурных моментов:
Литник должен быть прямым и конусообразным, чтобы обеспечить стабильный поток металла и ограничить вовлечение воздуха.
Система направляющих должна равномерно распределять металл по различным участкам полости, особенно для отливок с различной толщиной стенок.
Заливки должны быть расположены так, чтобы заполнять более толстые секции и способствовать направленному затвердеванию.
При литье в песчаные формы с покрытием гладкая внутренняя поверхность оболочки часто быстрее течет. Хотя это может улучшить заполнение, это также увеличивает риск эрозии затворов, если конструкция не будет должным образом армирована. Поэтому часто используются конструктивные корректировки, такие как более широкие впускные отверстия или контролируемые секции дросселя.
Хорошо структурированная литниковая система влияет не только на качество заполнения, но и на образование включений, оксидных пленок и других внутренних дефектов.
Вентиляция, конструкция активной зоны и контроль газа
Контроль газа является ключевым вопросом при литье в песчаные формы с покрытием, поскольку связующие смолы выделяют газ во время нагрева. Если конструкция формы не обеспечивает достаточного количества выпускных каналов, газ может задерживаться и образовывать поры внутри отливки.
С точки зрения структурного проектирования это требует внимания к:
Вентиляционные пути: Небольшие вентиляционные отверстия или встроенные вентиляционные каналы должны быть расположены в высоких точках камеры, чтобы обеспечить выход воздуха и газа.
Баланс проницаемости: Хотя песок с покрытием имеет более низкую проницаемость, чем сырой песок, структура все равно должна сохранять достаточную газоотводящую способность.
Основная вентиляция: Если используются сердечники, они должны иметь собственную систему вентиляции, чтобы избежать скопления газа в закрытых помещениях.
Структура сердцевины также заслуживает особого внимания в песчаных формах с покрытием. Керны часто изготавливаются из того же песка, покрытого смолой, и должны точно соответствовать полости. Конструктивно ядра должны иметь:
- достаточная прочность, чтобы противостоять плавучести во время заливки.
- Правильные основные отпечатки для точного позиционирования
- Разумная толщина стенок для баланса прочности и газовыделения.
Неправильная вентиляция или слабая конструкция ядра могут привести к таким дефектам, как газовые дыры, смещение ядра или локальная деформация, даже если внешняя оболочка остается неповрежденной.
Контроль затвердевания и структура подачи
Конструктивное исполнение системы подачи напрямую влияет на надежность отливок из песка с покрытием. Поскольку формы из песка с покрытием обычно имеют более низкое содержание влаги и другие тепловые характеристики по сравнению с формами из сырого песка, их характеристики теплопередачи также различаются. Это влияет на то, как следует размещать стояки и кормушки.
Обычно применяются несколько структурных соображений:
Размещение стояка: Стояки следует располагать рядом с более толстыми секциями, где может произойти усадка.
Непрерывность пути подачи: Путь металла от стояка к горячей точке во время затвердевания должен оставаться открытым.
Изоляционные рукава: При необходимости для замедления затвердевания стояка можно использовать внешние изоляционные материалы.
Жесткость песчаной оболочки с покрытием также влияет на кормление. Поскольку деформация ограничена, компенсация усадки в большей степени зависит от правильной конструкции системы подачи, а не от расширения формы. Это требует точного прогнозирования порядка затвердевания и областей концентрации тепла.
В некоторых случаях в структуру формы могут быть включены охлаждающие элементы для локального увеличения скорости охлаждения и направления затвердевания. Их размещение должно быть согласовано с конструкцией стояка во избежание изолированных зон затвердевания.
Конструктивное проектирование форм для литья в песчаный песок с покрытием требует тщательной координации между прочностью формы, контролем течения металла, выделением газа и поведением при затвердевании. От выбора линий разъема и толщины оболочки до расположения литников, вентиляционных отверстий, стержней и стояков — каждый конструктивный выбор напрямую влияет на качество отливки и стабильность производства.
Связанные продукты
-

Полностью автоматический основной стрелок с функцией вытягивания ядра предназначен для оптимизации п...
Смотрите детали -
Полностью автоматическая экологически чистая машина для съемки ядра представляет собой передовое эко...
Смотрите детали -
Полностью автоматическая машина для съемки ядер с низким уровнем износа плит представляет собой пере...
Смотрите детали -

Машина для съемки ядер с разборной формой предназначена для обеспечения высокой гибкости и надежност...
Смотрите детали -

Гидравлическая полностью автоматическая машина для съемки ядер является ключевым инструментом в совр...
Смотрите детали -

Экологически чистая машина для съемки сердечника с более низкой площадью съемной плиты представляет ...
Смотрите детали -

Экологически чистая машина для съемки ядер с более низкой съемной плитой и дверью представляет собой...
Смотрите детали -
Гидравлическая экологически чистая машина для съемки ядра представляет собой передовую технологию, п...
Смотрите детали
![]()
Добро пожаловать в компанию «Хуажу»! Мы специализируемся на разработке решений, адаптированных к вашим требованиям, и обеспечиваем профессиональный контроль качества.
Контактная информация
-
 Город Хайси, графство Пиньян, город Вэньчжоу, провинция Чжэцзян, Китай
Город Хайси, графство Пиньян, город Вэньчжоу, провинция Чжэцзян, Китай
-
 +86-13868387823
+86-13868387823
-
 +86-577-65197155
+86-577-65197155
-
 +86-577-65197166
+86-577-65197166
-
 13868387823@139.comhuazhultd@outlook.com
13868387823@139.comhuazhultd@outlook.com
Быстрые ссылки
Продукты
Авторские права © Ruian Huazhu Machinery Co., Ltd.Все права защищены

