 русский
русский
 English
English Español
Español عربى
عربى Deutsch
Deutsch
Может ли оборудование из полого песка улучшиться?
Новости отрасли-03 Apr, 2026Оборудование для формования полых песков: практические советы по выбору, эксплуатации и уходу в литейном производстве
В литейных цехах постоянно приходится вырабатывать детали точной внутренней формы, не тратя впустую материалы и не замедляя линию. Песчаные вставки играют ключевую роль в формировании полых участков или сложных полостей внутри готовой отлитой детали. Один из распространенных способов изготовления этих вставок основан на использовании специального оборудования, которое многие называют станком для изготовления гильз.
В этой статье рассматривается, как эти формовочные агрегаты работают в повседневной жизни литейного производства. В нем собраны реальные подробности о том, что делает механизм, как выбрать тот, который подходит для вашего цеха, почему он используется для работы с песчаными вставками, способы обеспечения его бесперебойной работы каждый день, фактические этапы работы и места, где он проявляется в литейных работах. Цель состоит в том, чтобы предоставить командам по кастингу четкую и полезную информацию, которую они смогут сразу же использовать в работе.
Эти агрегаты находятся прямо посередине традиционного литья в песчаные формы. Вставки помещаются в форму, поэтому внутренняя часть металлической детали выходит наружу с нужными полыми пятнами или каналами. Твердые вставки заполняют все, но сделанные здесь создают только тонкую внешнюю стенку, оставляя середину пустой. Песок покрывается смолой, которая затвердевает под воздействием тепла. Кварцевый песок, смешанный с этим связующим, касается раскаленной металлической модели или коробки, смола размягчается, а затем затвердевает, и зерна слипаются в твердую оболочку, которая остается в форме, пока вокруг нее льется расплавленный металл.
Магазины любого размера приобретают эти устройства, чтобы поддерживать стабильную производительность пластин. Механизм решает повседневные проблемы, такие как точность вставок и разумное использование песка. В этом руководстве рассматриваются шесть основных моментов, о которых команды обычно думают, когда работают или думают о добавлении оборудования. Вы увидите, как это устройство вписывается в обычные рабочие процессы магазина и помогает с выбором на полу. В конечном итоге детали должны помочь любому литейному предприятию практично взвесить варианты оборудования.
В разделах ниже каждый пункт описан простым языком и примерами, взятыми прямо из типичных кастингов. Независимо от того, управляете ли вы небольшой мастерской или стабильной производственной линией, представленные здесь идеи дают прочную основу для работы с системой. Ни одна модель не выделяется — просто процесс соответствует реальным операциям.
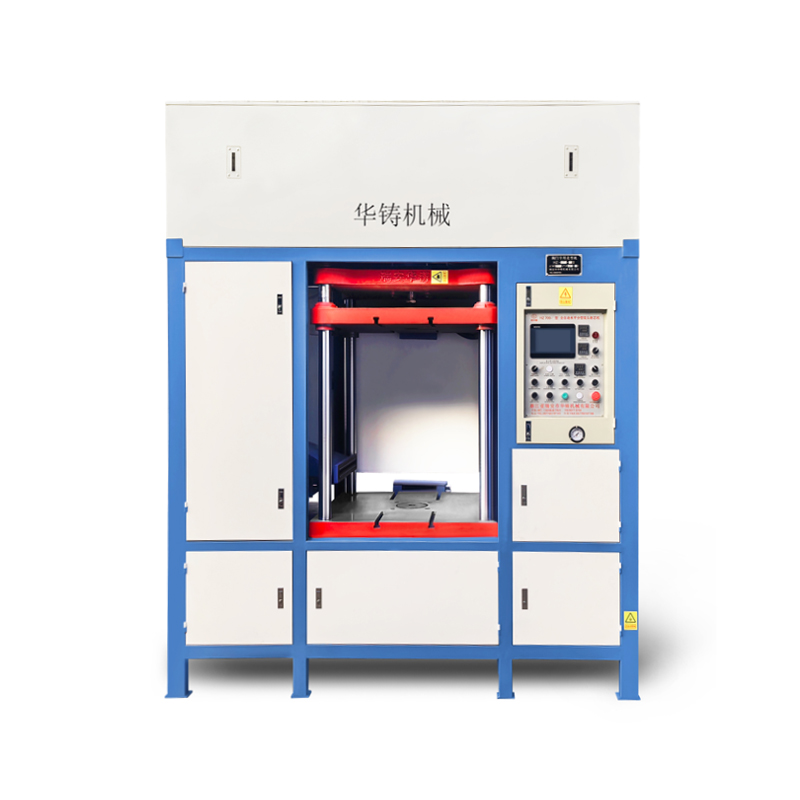
Что такое оборудование и как оно создает полые вставки для литья
Установка представляет собой литейное оборудование, предназначенное для обработки полых песчаных вставок с использованием нагрева и песка, покрытого смолой. Он содержит металлическую коробку с узором, которая придает форму вставке. Песок с примесью смолы поступает в нагреваемый ящик. Тепло размягчает смолу, а затем плотно прижимает песчинки к стенкам ящика.
Изготовление полых вставок происходит в четком порядке. Коробка для выкройки сначала нагревается, чтобы смола могла начать действовать. Песок, уже покрытый связующим, вдувается под давлением. Зерна рядом с горячей стенкой быстро прилипают и образуют тонкий слой. По истечении заданного времени устройство наклоняется или переворачивается, позволяя песку в середине выпадать, оставляя внутри пустое пространство. Оставшаяся оболочка продолжает затвердевать, пока не станет достаточно прочной, чтобы ее можно было вытащить.
Вставки, изготовленные таким образом, весят меньше цельных, поскольку песок и связующее используется только для внешней стенки. Открытый центр позволяет газам легче выходить при разливке металла, что может уменьшить некоторые дефекты отливки. В цехах этот аппарат используется для вставок, которые должны выдерживать давление горячего металла и при этом сохранять свою форму.
Типичные детали установки включают бункер для песка, установку обдува, нагреватели короба для образцов, а также детали, которые открывают и закрывают ящик. Элементы управления управляют временем и нагревом, поэтому каждый цикл остается неизменным. В форме эти полые вставки располагаются внутри основной полости до начала заливки. Как только металл остывает, вставка разламывается и вычищается, оставляя готовые внутренние детали.
Командам нравится, как этот процесс обрабатывает мелкие формы. Тонкие стенки или извилистые проходы формируются аккуратно, поскольку слой плотно прилегает к рисунку. Внутренняя поверхность отливки часто получается более гладкой, что облегчает последующие этапы обработки. В целом, этот агрегат хорошо соответствует требованиям стабильного изготовления вставок при литье. Shell Core Machine поддерживает эти результаты в стандартных условиях литейного производства.
Как выбрать агрегат, соответствующий установке вашего литейного производства
Выбор подходящего агрегата означает внимательное изучение того, как на самом деле работает ваш магазин: ежедневная производительность, площадь помещения и необходимые вам вставки. Начните с перечисления размеров, форм и деталей вставок, которые вы делаете сейчас. Некоторые устройства работают с коробками с выкройками большего размера; другие лучше справляются с небольшими или детальными работами. Сопоставьте мощность с тем, что вы производите сегодня, и с тем, что вы ожидаете в следующем году, чтобы оборудование оставалось занятым без создания резервных копий.
Площадь помещения обычно решает многое. Плотные магазины ищут меньшие площади или единицы, которые можно вставить в существующую линию. Подумайте о месте для подачи песка, удалении готовой вставки и легком доступе для обслуживания. Сбор пыли и поток воздуха вокруг устройства также имеют значение, поскольку выдувание песка создает некоторые частицы в воздухе.
Еще один реальный выбор — степень автоматизации, которую вы хотите. Ручные или полуавтоматические модели подходят для небольших объемов или часто меняющихся задач, позволяя операторам настраивать параметры на месте. Более автоматические версии обеспечивают бесперебойную работу при длительных работах, если пластины остаются неизменными. Магазины сопоставляют время на настройку с тем, как устройство работает час за часом.
Также учитываются потребности в электроэнергии и коммунальных услугах. Устройство нагревает ящик для выкройки, поэтому убедитесь, что у вас есть электричество или газ. Доставка песка должна легко подключаться к любому смесителю или хранилищу, которое у вас уже есть. Планирование затрат выходит за рамки закупочной цены и включает запасные части, вызовы сервисной службы и время на обучение экипажа.
Простой контрольный список поможет. Запишите текущие номера вставок, ежедневно или еженедельно, а также любые проценты брака, которые вы видите. Попросите поставщиков предоставить вам демонстрационную версию или посетите их магазин и посмотрите, как устройство работает с такими коробками, как ваша. Поговорите об обслуживании — как быстро они отвечают на вопросы и отправляют детали. Если в планах рост, выбирайте оборудование, которое позволит добавить станции позже.
Некоторые магазины используют пробные вставки на нескольких разных устройствах, чтобы увидеть, насколько они подходят к остальной части формы и этапам заливки. Эта практическая проверка покажет, сможет ли выбранное устройство вставиться в работу, не нарушая при этом другие работы. Сосредоточение внимания на этих повседневных деталях помогает литейному цеху получить оборудование, которое работает чисто и обеспечивает надежную работу вставок. Shell Core Machine хорошо подходит, когда эти элементы соответствуют эксплуатационным потребностям.
Почему литейщики используют оборудование для производства песчаных вставок
Литейные цеха используют аппарат для вставки, потому что он помогает поддерживать стабильность и обеспечивает движение линии. Этот метод позволяет получить пластины с одинаковой толщиной стенок и чистыми поверхностями, что приводит к лучшим результатам при обработке многих металлов. Когда качество пластины влияет на конечный выход, этот подход помогает выходу оставаться на уровне.
Использование материала – это один ясный момент. Для полой многослойной вставки требуется меньше песка и связующего, чем для цельной вставки. Это складывается в магазины, работающие в длительные смены или большие партии. Этот процесс также хорошо работает для вставок, внутри которых нужны пустые каналы, которые вы видите в корпусах или деталях коллектора.
Время цикла также имеет значение. Как только коробка с образцами прогреется, каждый раунд движется с постоянной скоростью, соответствующей сборке формы. Нагрев и обдув повторяются одинаково, поэтому размеры вставок остаются близкими от одной партии к другой, а настройка формы требует меньше настроек.
Качество воздуха и условия в цехах играют важную роль в принятии решения. Покрытый смолой песок затвердевает под действием тепла, и в большинстве магазинов есть пылесборники, чтобы поддерживать чистоту. Удачно расположенный блок с закрытой ступенью обдува помогает контролировать испарения смолы. В цехах, которые внимательно следят за показателями процесса, такая конструкция упрощает управление этими деталями.
Команды, создающие детали со сложными внутренними элементами, часто выбирают этот метод, потому что он соответствует тому, что им нужно. Подумайте о деталях машин, компонентах транспортных средств или деталях зданий, в которых точные полости улучшают работу продукта. Во многих случаях вставки помещаются в формы из сырого песка или другие типы без дополнительных действий.
В конечном итоге использование аппарата сводится к балансировке формы вставки, скорости линии и погрузочно-разгрузочных работ. Литейщики сравнивают эти точки со своими собственными целями отливки и решают, какое место в их установке занимает устройство. Shell Core Machine предоставляет практичный вариант в таких сценариях.
Советы по ежедневному уходу за устройством
Ежедневный уход за устройством позволяет избежать неожиданностей и помогает вставкам оставаться в рабочем состоянии. Каждая смена начинается с беглого осмотра. Бригады проверяют наличие кучек песка на шаблонной коробке, обдувочных соплах или в зонах эжектора. Сметание рыхлого песка предотвращает застревание движущихся частей или воздействие тепла.
Точки смазки регулярно привлекают внимание. Петли, направляющие и зажимы смазываются необходимой смазкой или маслом в указанное производителем время. Это снижает износ и обеспечивает плавное открывание и закрывание коробки.
Линии песка тоже нуждаются в очистке. Бункеры и выдувные трубы очищаются, поэтому песок течет равномерно. Многие магазины используют продувку воздухом или специальные инструменты и следят за тем, чтобы они не повредили уплотнения или датчики. Если вы будете следить за этим, вы предотвратите засоры, которые могут увеличить время цикла.
За обогревателями пристально следят. Датчики и элементы управления проверяются, поэтому тепло равномерно распределяется по корпусу. Любые горячие или холодные точки сигнализируют о том, что что-то требует более пристального внимания.
Давление воздуха — еще один предмет повседневной жизни. Манометры считываются, чтобы подтвердить, что давление выдува соответствует размеру коробки. Фильтры в линиях снимаются и заменяются при накоплении пыли или влаги.
В конце смены быстрая протирка удаляет остатки песка или смолы. Это предотвращает превращение отложений в застрявшие места или дополнительную нагрузку на детали. Любой странный звук или тряска записывается для следующей проверки технического обслуживания.
Хорошие привычки включают в себя обучение всех в списке и ведение простого журнала того, что было сделано. Заметки показывают, какие элементы требуют внимания чаще. Когда бригада продолжает выполнять эти ежедневные действия, время незапланированных простоев сокращается, и устройство продолжает без проблем подавать вставки в линию. Shell Core Machine выигрывает от постоянного внимания к этим деталям.
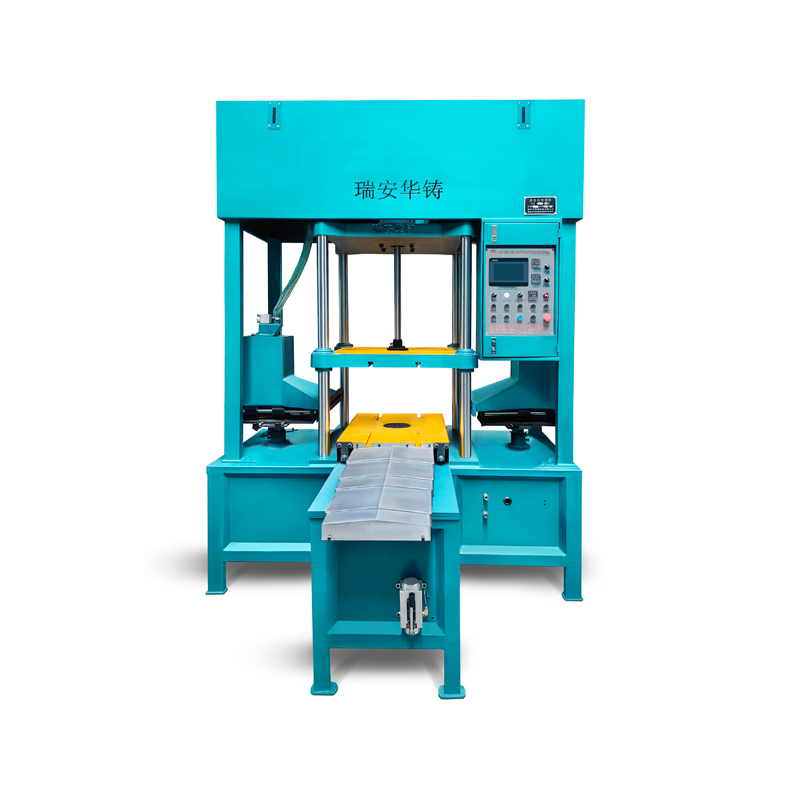
Как работает аппарат: шаг за шагом в литейном цехе
Работа устройства осуществляется в установленном порядке, что обеспечивает безопасность работы и неизменность вставок. Все начинается с подготовки песка. Покрытый смолой песок поступает из смесителя или бункера и проверяется на хорошую текучесть и прилипаемость.
Коробка с выкройками устанавливается следующей и нагревается. Тепло распространяется равномерно по обеим половинам. Сколько времени это займет, зависит от размера коробки, но обычно это происходит быстро.
Когда нагреется, начинается дутье. Песок попадает в полость под постоянным давлением. Зерна ударяются о теплые стены, и смола начинает формировать первый слой.
После небольшого ожидания устройство переворачивается или открывается, поэтому из центра высыпается рыхлый песок. В результате остается пустое пространство, а затвердевший слой остается прикрепленным к рисунку. Выпавший песок сохраняется для повторного использования, когда это возможно.
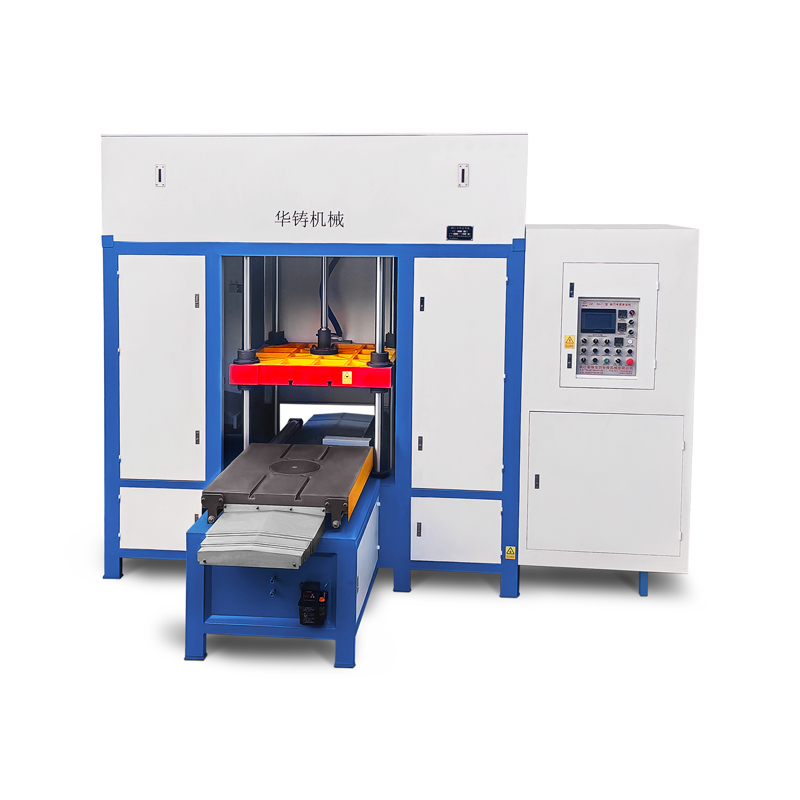
Далее следует окончательное отверждение. Повышенное тепло делает вставку твердой до тех пор, пока она не станет прочной и удобной для манипуляций. Время здесь имеет значение, чтобы снаряд достиг нужной прочности, не заходя слишком далеко.
Коробка открывается и готовая вставка вынимается с помощью булавок или воздуха. Быстрый осмотр позволяет проверить наличие тонких пятен или трещин перед тем, как вставка отправится на хранение или прямо в форму.
Операторы следят за температурой, давлением и таймерами на протяжении всего цикла. Небольшие изменения вносятся при изменении размера пластины или типа песка. После выброса коробка подвергается легкой очистке перед началом следующего раунда.
Эта устойчивая последовательность позволяет цехам производить вставки контролируемым образом. При обучении особое внимание уделяется безопасности: охранники остаются на месте, а экипажи надевают подходящую экипировку при работе с горячими поверхностями и движущимися частями. После небольшой практики шаги кажутся естественными и обеспечивают надежную подачу вкладышей к станции заливки. Shell Core Machine следует этой надежной схеме при ежедневном использовании.
Где применяется оборудование в процессах литья металлов
Устройство используется при литье там, где внутренние детали нуждаются в чистой и точной форме. Когда в деталях требуются полости или пути потока, полые вставки, изготовленные здесь, придают форме именно ту форму, которая ей нужна.
При отливках машин и оборудования их используют часто. Корпуса насосов или корпуса клапанов имеют внутренние каналы, по которым движется жидкость. Вставки точно устанавливают эти пространства, а многослойный стиль позволяет им аккуратно отделяться после остывания металла.
В деталях легковых и грузовых автомобилей используются одинаковые вставки для деталей двигателя и трансмиссии. Впускные коллекторы, головки и другие узлы получают необходимые сложные каналы, сохраняя при этом прочность детали.
Трубы, фитинги и конструкционные отливки на заводах или в зданиях используют вставки для снижения веса без потери прочности. Этот процесс работает с различными сплавами — типами железа или более легкими металлами — в зависимости от того, что льет цех.
Аэрокосмическая промышленность и железнодорожное литье также используют эти вставки для обеспечения плотной внутренней формы. Детали турбин или компоненты гусениц нуждаются в вставках, чтобы сохранять размеры даже при попадании на них горячего металла.
Во всех этих работах вставки подходят для форм разных стилей, от зеленого песка до типов смолы. Открытый центр помогает газам выходить во время охлаждения. Размещение и конструкция выбираются в соответствии с чертежом детали и работают с литниковой системой.
Поскольку практика литья со временем меняется, устройства идут в ногу с новыми потребностями в пластинах. Их работа по-прежнему сосредоточена на предоставлении вставок, соответствующих требованиям по размеру и поверхности во многих ситуациях литья.
Подобные формовочные агрегаты дают литейным предприятиям полезный способ изготовления полых песчаных вставок для литья металлов. Гид рассказал, что они делают, как выбрать, почему они используются, ежедневный уход, этапы работы и какое место они занимают в этом процессе. Каждая часть дает практическое представление о том, как работает оборудование в литейном цехе.
Команды по кастингу могут сравнить свои текущие процедуры вставки с этими идеями и определить места, которые можно изменить или улучшить. Объем производства, планировка цехов и правила содержания — все это помогает решить, что лучше всего подходит для каждого магазина. Рассмотрение оборудования в свете общих целей заброса приводит к выбору, соответствующему реальным операциям.
Связанные продукты
-

Полностью автоматический основной стрелок с функцией вытягивания ядра предназначен для оптимизации п...
Смотрите детали -
Полностью автоматическая экологически чистая машина для съемки ядра представляет собой передовое эко...
Смотрите детали -
Полностью автоматическая машина для съемки ядер с низким уровнем износа плит представляет собой пере...
Смотрите детали -

Машина для съемки ядер с разборной формой предназначена для обеспечения высокой гибкости и надежност...
Смотрите детали -

Гидравлическая полностью автоматическая машина для съемки ядер является ключевым инструментом в совр...
Смотрите детали -

Экологически чистая машина для съемки сердечника с более низкой площадью съемной плиты представляет ...
Смотрите детали -

Экологически чистая машина для съемки ядер с более низкой съемной плитой и дверью представляет собой...
Смотрите детали -
Гидравлическая экологически чистая машина для съемки ядра представляет собой передовую технологию, п...
Смотрите детали
![]()
Добро пожаловать в компанию «Хуажу»! Мы специализируемся на разработке решений, адаптированных к вашим требованиям, и обеспечиваем профессиональный контроль качества.
Контактная информация
-
 Город Хайси, графство Пиньян, город Вэньчжоу, провинция Чжэцзян, Китай
Город Хайси, графство Пиньян, город Вэньчжоу, провинция Чжэцзян, Китай
-
 +86-13868387823
+86-13868387823
-
 +86-577-65197155
+86-577-65197155
-
 +86-577-65197166
+86-577-65197166
-
 13868387823@139.comhuazhultd@outlook.com
13868387823@139.comhuazhultd@outlook.com
Быстрые ссылки
Продукты
Авторские права © Ruian Huazhu Machinery Co., Ltd.Все права защищены

